Pretreatment

Membrane Treatment
Evaporator

Crystallizer
Key Benefits
Industrial Applications
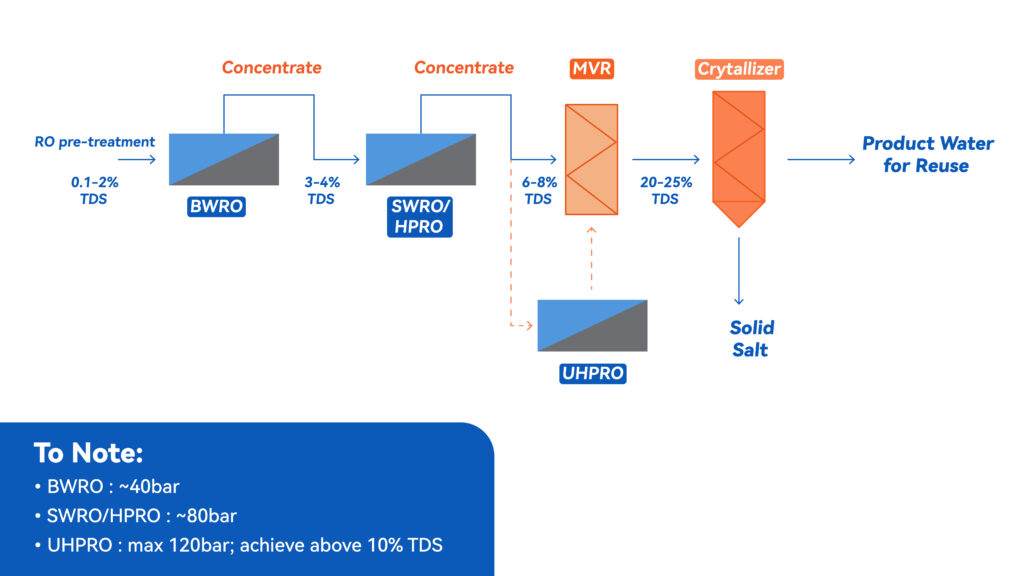
Process Flowchart