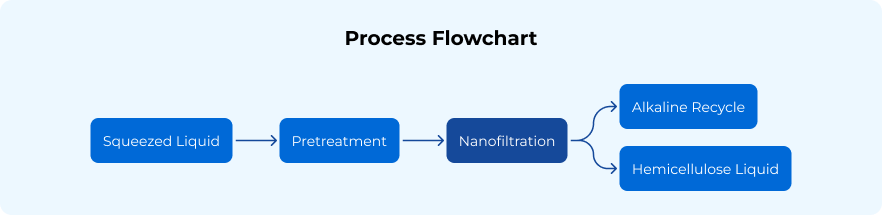
Alkaline Recovery

Process Flowchart
Relevant Technologies
Chor-Alkali Industry

Process Flowchart
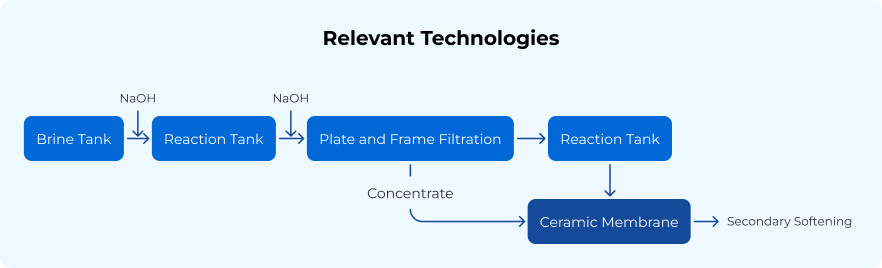
Relevant Technologies
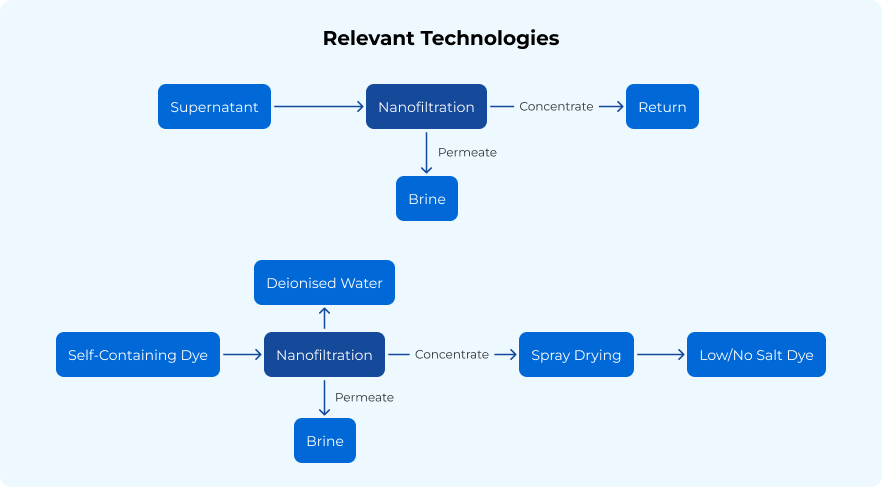
Dyestuff Industry

Process Flowchart